انکر بولت های خوب چه مشخصه ها و چه قیمتی دارند؟
سلامی دوباره خدمت همراهان همیشگی وبلاگ تأسیسات نظری
امروز درباره یکی از مهمترین و کاربردی ترین تجهیزات صنعت و ساختمان صحبت خواهیم کرد. اتصالات بخش مهمی از پروژه ها را تشکیل می دهند. انکر بولت نیز نوعی اتصال مکانیکی یا شیمیایی می باشد که توسط یک قطعه، وسیله را به سطح مورد نظر متصل نمود.
انکر بولت وسیله ای است که از آن در پروژه های ساختمانی برای نصب واتصال صفحات فلزی یا قطعات فلزی به بتن استفاده می شود.به عبارت دیگر انکرها ابزاری هستند که از آنها برای نصب و محکم کردن تجهیزات به سطح مورد نظر استفاده می شوند.
انکر بولت ها دارای درجه استحکام و تنش تسلیم متناسب با کاربردشان هستند و با توجه به نوع کارایی دارای طول های مختلف هستند، انکرهای از نظر عملکرد به دو دسته انکرهای شیمیایی و انکر بولت های مکانیکی تقسیم می شوند، همچنین از نظر نحوه ی اجرا نیز به دو دسته ی Cast in anchor و Post installed anchors تقسیم می شوند;
که در حالت اول منظور انکر بولت هایی هستند که قبل از بتن ریزی در عضو بتنی قرار می گیرند و حالت دوم انکر بولت هایی هستند که پس از اجرای بتن با استفاده از سوراخ کاری در عضو بتنی قرار می گیرند.
در پروژه های مختلف باید بر اساس محدودیت های نصب، شرایط آب و هوایی، میزان رطوبت منطقه و نوع عملکرد انکر بولت مناسب را انتخاب نمود. انکر بولت ها معمولا طبق استاندارد آمریکایی ATSM در سایزهای مختلف برای مصارف صنعتی و ساختمانی تولید می شوند.

انکر شیمیایی
انکر شیمیایی با استفاده از مواد شیمیایی در درون بتن کار گذاشته می شود این نوع از انکر بولت برای بارهای سنگین استفاده می شود و اتصال محکم و مناسبی را ایجاد می کند. انکر شیمیایی در مقایسه با انکر مکانیکی تنش اضافی به بتن وارد نمی کنند و این مسئله کاربرد این انکر در بتن هایی که کیفیت آنها مشخص نیست و یا مقاومت فشاری آن ها پایین است را افزایش می دهد.
در استفاده از انکره شیمیایی احتمال ترک خوردن بتن کم می شود که این موضوع برای بتن های با ضخامت پایین مناسب خواهد بود.
مهم ترین نکته منفی در انکرهای شیمیایی دشواری نصب آنهاست و اگر نصب این انکرها درست انجام نشود ظرفیت باربری آنها کاهش خواهد داشت.
در نصب و اجرای انکرهای شیمیایی از مواد شیمیایی نظیر رزین ها و چسب ها از جمله پلی استر غیر اشباع، اپوکسی اکریلات، اپوکسی خالص و سیستم های ترکیبی استفاده می شود.
انکر مکانیکی
انکر بولت مکانیکی گوناگونی با ظرفیت های مختلف در بازار موجود است که برای حالت های مختلف بارگذاری و همچنین سطوح مختلف می توان از آنها استفاده کرد، سایز سوراخ ایجاد شده در کارایی این انکر بولت از اهمیت بالایی برخوردار است. اگر سوراخ خیلی بزرگ باشد انکر نمی تواند با دیواره سوراخ درگیر شود و در نهایت قدرت تحمل بار وارده را نخواهد داشت در واقع اصطکاک بین انکر بولت و دیواره های سوراخ باعث ایجاد مقاومت لازم می شود.
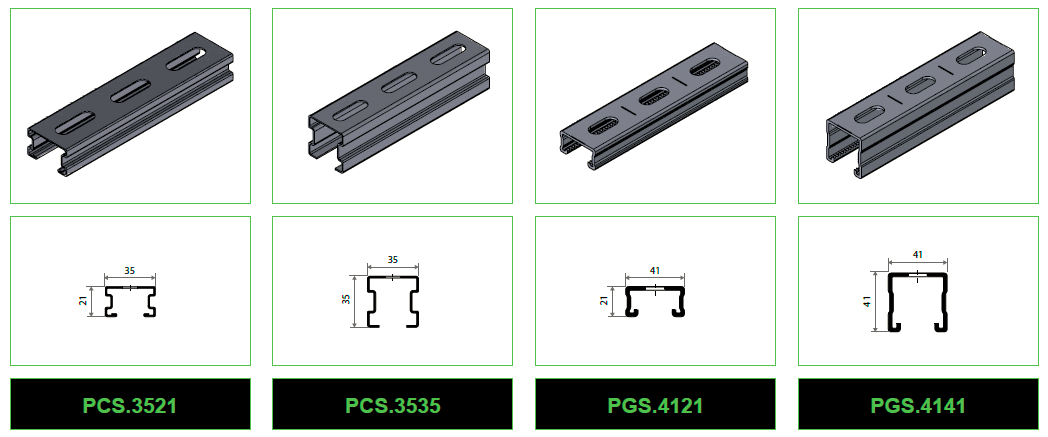
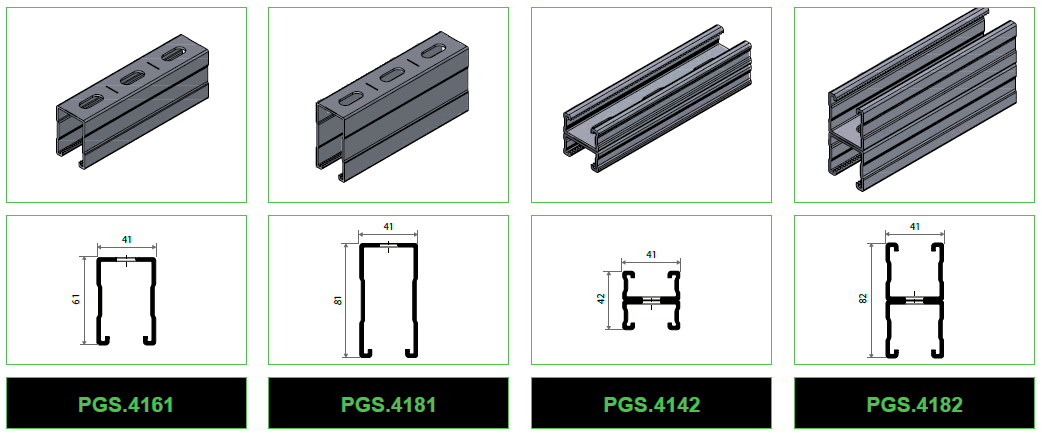
گروه صنعتی لینکران مدل های RXPT،RHPT،FHY،RDCA، ۴AllPlug، FAZII را در سایزها و طول های مختلف عرضه می کند، این انکر بولت ها جهت اتصال آویز راد، پایه پروفیل گالوانیزه های گروه صنعتی لینکران به سازه بتنی کاربرد دارند.
در مقالات بعدی به تفصیل هر کدام از انواع انکربولت فوق را بررسی می کنیم.

منبع : گروه صنعتی لینکران linkran.com